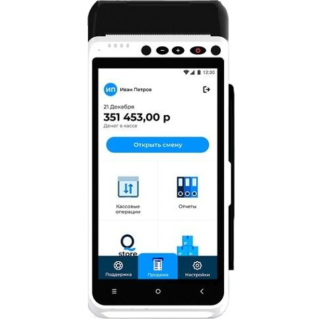
Вы можете купить онлайн-кассы и зарегистрировать их за полчаса.
В каталоге товаров можно найти все модели кассовых аппаратов
или выбрать фискальный регистратор и зарегистрировать кассу, заказать замену фискального накопителя.
С 2009 года мы выполняем ремонт кассовых аппаратов в срочном порядке (см. наш ПРАЙС-ЛИСТ).
Онлайн-кассы для торговли по оптовой цене















Наши клиенты
-

- ЦУМ

-
- Почта Крыма

-
- АО ВДНХ

-
- TNT Express

-
- Метеор

-
- АО Мосэнергосбыт

-
- Мосгортранс

-
- Miele
-
- TOP SHOP

-
- ПАО Массандра
-
- ФГУП КЖД

-
- Государственный Исторический Музей

За что нас любят
Самые выгодные цены на онлайн кассы в Москве
Мы умеем договариваться с поставщиками Штрих-М, АТОЛ, ЭВОТОР и предлагаем клиентам купить онлайн кассы для ИП и для ООО по оптовой цене. В пределах Московского Центрального Кольца доставка осуществляется бесплатно.
Быстрая регистрация онлайн кассы
У Вас всегда есть возможность купить кассовый аппарат по оптовой цене и заказать нам регистрацию онлайн кассы для магазина в налоговой за полчаса. Электронная подпись для ОФД выдается на месте.
Чуткость к вопросам клиентов
Техническое обслуживание онлайн кассы в режиме 24/7. Наши механики имеют необходумую аккредитацию заводов-производителей и готовы консультировать Вас по всем вопросам ежедневно и круглосуточно! Стоимость годового обслуживания онлайн кассы - от 9600 рублей!
Надежный сервис
В случае неисправности онлайн кассы наши специалисты сами выезжают к Вам.
Мелкий технический ремонт кассового аппарата производим на месте.
При сложном ремонте забираем онлайн кассу в сервисный центр, а после ремонта возвращаем ее на Вашу торговую точку.
Уникальность услуг
Бесплатно настраиваем количество отделов, опцию начисления налогов, любой рекламный текст в чеке, включаем в чек Ваш логотип, упрощаем алгоритм работы на онлайн кассе для маркировки под индивидуальные пожелания клиентов.
Высокая скорость работы
Меняем и регистрируем Фискальный накопитель (ФН) в день обращения — не прерывая работу Вашего магазина.
Регистрируем смену адреса установки и перерегистрацию кассы , смену собственника онлайн кассы для УСН за один час.
Сертификаты АСЦ от заводов-производителей:

Возможность приобрести и оплатить все товары и услуги в одном месте сэкономит Ваши силы.
В нашем интернет магазине представлен широкий ассортимент торгового оборудования:
Купить онлайн-кассы для ИП
На нашем сайте представлены недорогие кнопочные кассовые аппараты (Меркурий-180Ф, Меркурий-185Ф, АГАТ-1Ф) которые с успехом могут применяться начинающими предпринимателями.
Онлайн кассы для интернет торговли
Эвотор-5i , Ярус-M2100, Меркурий-105Ф, aQSI-5Ф подойдут для интернет магазинов, для курьерских служб, для пиццерии, а также сервисов доставки.
Онлайн касса с эквайрингом
Ярус-ТФ, Эвотор-5i, Тактилион-А Ф подойдут для такси, небольших кофеен и точек фастфуда
Кассы для торговли пивом
АТОЛ-27Ф, ШТРИХ-М-01Ф станут драйвером продаж для "магазинов у дома". Дополнительно мы можем предложить УТМ и электронную подпись для ЕГАИС, 2D-сканеры, удобные электромагнитные ящики Vioteh.
Онлайн кассы для продажи сигарет
АТОЛ-55Ф, ШТРИХ-LiGHT-01Ф привлекут дополнительную выручку в продуктовый магазин. Дополнительно мы можем предложить оборудование для маркировки, этикет-ленту, риббоны, принтеры этикеток.
Касса для магазина одежды
АТОЛ-25Ф или RETAIL-01Ф удачно впишется в интерьер магазина и подчеркнет его статус. Дополнительно предлагаем оборудование для маркировки текстильной продукции, счетчики купюр, детекторы валют.
Кассовый аппарат для офиса
Меркурий-130Ф или АТОЛ-92Ф удобен для настольной работы, имеет режим калькулятора. Дополнительно предлагаем счетчики купюр, детекторы валют.
Регистратор в аптеке
АТОЛ-77Ф или ШТРИХ-МИНИ-01Ф станет надежной "рабочей лошадкой" для Вашего бизнеса! Дополнительно предлагаем оборудование для маркировки лекарств, промышленные 2В сканеры, этикетки малых размеров и на заказ, принтеры этикеток.
Онлайн кассы для УСН
Подойдет любая модель ККТ на вкус покупателя! Дополнительно предлагаем позиции: чековая лента: термо 57мм и 80мм, электронная подпись для ОФД, электронная подпись для торгов.
Регистрация ККТ
Регистрация онлайн кассы в через личный кабинет налогоплательщика в нашем офисе занимает всего полчаса!
Обучение кассира
Обучение начинающего кассира обращению с кассовым аппаратом избавит от ошибок в работе Вашей точки продаж.
Новости ККТ
 ФНС поручила инспекциям провести проверки ККТ в 2023 году
ФНС поручила инспекциям провести проверки ККТ в 2023 году
Налоговая служба поручила территориальным инспекциям провести в 2023 году внеплановые проверки бизнеса на предмет применения КК...
 Госдума утвердила поправки в закон о применении ККТ в ЛНР и ДНР
Госдума утвердила поправки в закон о применении ККТ в ЛНР и ДНР
Государственная Дума во втором и третьем чтении приняла законопроект, предусматривающий начало применения кассовых аппаратов в ...
 Продлен мораторий на проведение проверок онлайн-касс в 2023 году
Продлен мораторий на проведение проверок онлайн-касс в 2023 году
29.12.2022:
Правительство продлило мораторий на проверки. Он будет действовать и в 2023 году. Постановление об этом подписал...
 Предупреждение налоговых нарушений в сфере применения кассовой техники
Предупреждение налоговых нарушений в сфере применения кассовой техники
01.09.22: Инспекции ФНС переориентированы на предварительную профилактику налоговых нарушений, в том числе в сфере применения К...